



深入了解声测管高压锅炉管研发生产销售产品,一部视频就够了,快来观看!
以下是:声测管高压锅炉管研发生产销售的图文介绍
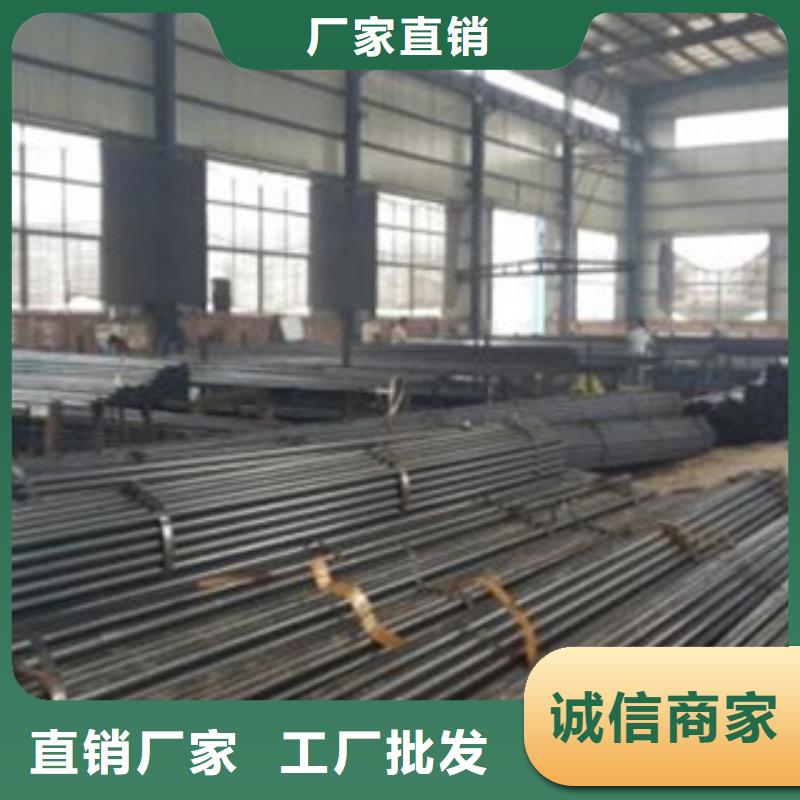
旺宇钢铁贸易有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产 湖南湘西结构用不锈钢管产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的 湖南湘西结构用不锈钢管和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。


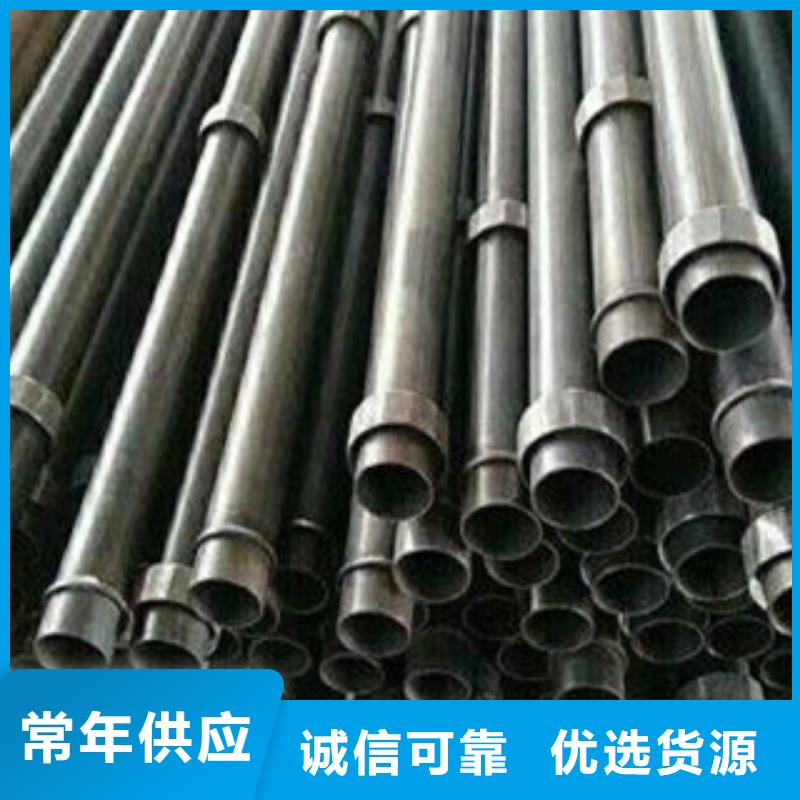
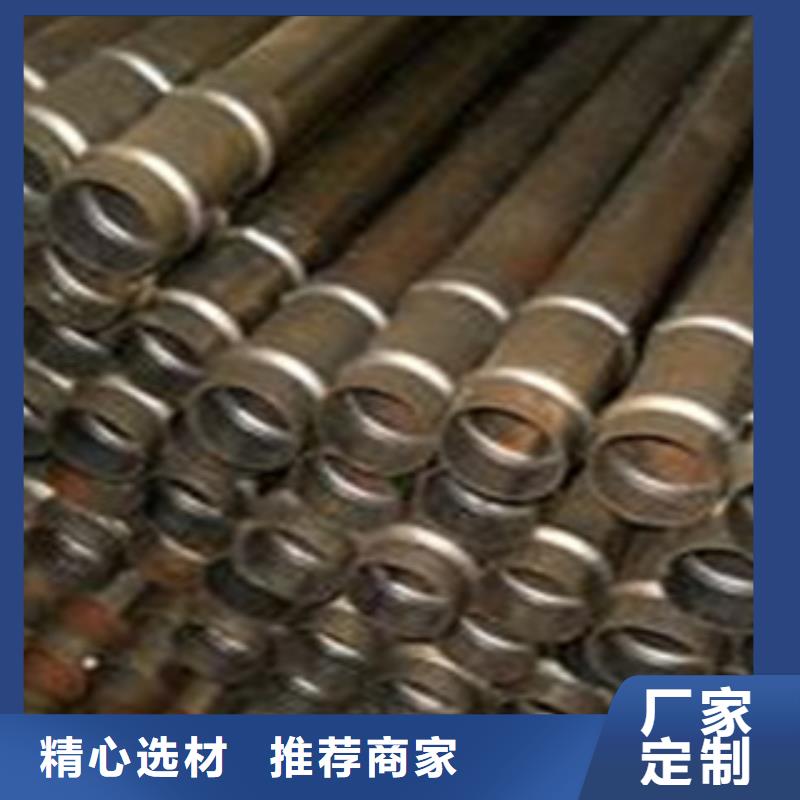
声测管在运输过程中的注意事项因注浆声测管的小口径,其中一端需要链接接头,所以在运输的时候一定要小心谨慎,一个不小心就可能会对注浆声测管早场损伤吧。一般注浆声测管打包的时候一捆为61支,高强双密封液压注浆声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将本产品的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了本产品的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。使用带材质的袋装带打捆,不但方便吊装而且,不会因为打捆太紧,损坏接头,在装车过程中注浆声测管要轻吊轻放一般钳压式注浆声测管的壁厚比较薄,所以一定要注意不能损害管体,一般情况下注浆声测管带接头的一端不能放在半挂车的一端,必须要车头和车位分别都有接头端,这样才能保证注浆小导管装车后保持平衡,从而保证不会发生意外。



声测管焊接是两种材料的连接,通过在材料熔化温度以上加热来实现。声测管焊接技术有激光声测管焊接、固态声测管焊接和电弧声测管焊接。
在电弧声测管焊接中,两块用电弧熔化母金属部件和填充材料。重要的是要知道这三种材料的成分,才能计算出预期的焊道的终成分。
声测管焊接材料,如棒或线材,与加入的材料相比丰富,以补偿熔融焊道中的稀释效应。从理论上讲,焊缝将有一个混合组成,约70%来自填料和30%来自母材(15%来自每两个母材加入)。例如,如果你两金属部件声测管焊接在一起,我们可以预期,焊缝的终组成将由70%电极杆填料,15%母材(PMA),从母材B 15%(PMB)。根据应用程序,了解焊缝的材料化学是重要的,以确保其具有正确的机械性能或耐腐蚀性。同样重要的是要注意,实际材料和焊缝类型会影响焊道的化学性质。
在电弧声测管焊接中,两块用电弧熔化母金属部件和填充材料。重要的是要知道这三种材料的成分,才能计算出预期的焊道的终成分。
声测管焊接材料,如棒或线材,与加入的材料相比丰富,以补偿熔融焊道中的稀释效应。从理论上讲,焊缝将有一个混合组成,约70%来自填料和30%来自母材(15%来自每两个母材加入)。例如,如果你两金属部件声测管焊接在一起,我们可以预期,焊缝的终组成将由70%电极杆填料,15%母材(PMA),从母材B 15%(PMB)。根据应用程序,了解焊缝的材料化学是重要的,以确保其具有正确的机械性能或耐腐蚀性。同样重要的是要注意,实际材料和焊缝类型会影响焊道的化学性质。



声测管一堆纹波由波纹管等零部件组成。其特征在于,所述柔性构件是波纹管,热补偿声管桩基本上由波纹管测定。
桩声测管是在压力容器和管道的一个组成部分,但它的应力状态及压力容器和管道是非常不同的。这堆波纹管的声学特性有关。
1、是一薄壁的柔性元件,该内部压力的吸收(补偿)的位移作用下,由于热膨胀或由于机械运动,因此,必须有足够的变形。
2、桩成型工艺声波管壳材料观结构导致了显着变化。
3、通过压缩变形到弯曲应力产生3波纹是传音管桩压应力的主要成分,除了位移和应力的影响,因此,应力分布比容器桩声管要复杂得多。
4、试验发现,内管桩声压作用下壁膨出,的情况下,现在我们不能证明它已经损坏桩声测管的完整性。但这不能妨碍吸收变形为前提的侧壁膨隆桩声测管的能力。在海浪,但是,即在Ω形状的实力这略有增加提高了承载能力。
因此,桩声测管的设计规格不能按照传统的刚性压力容器的设计理念。必须建立一套特色,以适应自己的设计理念和方法。
1、该方法是基于分析方法壳理论,从壳体和微分方程,通过解析解得到开始,将溶液处理以关闭管复杂,但它的机械基础桩声测管应力分析,许多简单的方法是起源于此。
2、数值方法是目前***常用的有限元方法,利用一台电脑,已经成为一堆声测管应力分析的主要方法。但考虑到数值方法只声应力分布管桩,不能给一般的解析表达式。


